AllTrans TerminalsGlobal Storage & Shipping
Over 4 million barrels of API 650-compliant bulk liquid storage at the heart of America's energy capital — serving the full spectrum of petroleum, petrochemical, and specialty liquid cargoes, safely and reliably, around the clock.



AllTrans Terminals operates two strategically located tank farm facilities in the greater Houston area — at the Port of Houston and Galena Park — collectively representing one of the region's most capable independent bulk liquid storage networks. Since our founding in 2004, storage has been the bedrock of everything we do.
Our above-ground storage tank (AST) fleet spans over 80 tanks, ranging from 5,000 to 150,000 barrels per tank, with a combined nameplate capacity exceeding 4 million barrels. Every tank is constructed to API 650 standards and inspected on a regular schedule to API 653 in-service inspection requirements.
We accommodate the full spectrum of bulk liquid commodities — from light naphtha and gasoline to heavy residual fuel oils, crude oil, condensate, and specialty chemicals. Our facilities are equipped with heating systems, nitrogen blanketing, vapor recovery, and sophisticated SCADA instrumentation to protect product integrity at every stage.
AllTrans Terminals maintains a diverse portfolio of tank configurations — floating roof, fixed cone roof, dome roof, and heated tanks — each designed to optimally handle specific product categories while meeting all applicable safety, environmental, and regulatory requirements. Our engineering team can advise on the most suitable tank type for your cargo.

EFR tanks feature a roof that floats on the liquid surface, rising and falling with the liquid level. This configuration virtually eliminates the vapor space between the product and atmosphere, making them the industry standard for volatile petroleum products such as crude oil, naphtha, and light fuel oils where minimizing evaporative emissions is critical for product preservation and environmental compliance.

IFR tanks combine a fixed outer roof with an internal floating cover, providing dual-level vapor containment. The fixed outer roof protects against weather and precipitation contamination while the internal floating cover minimizes evaporative losses. This dual configuration makes them ideal for gasoline, ethanol-blended fuels, jet fuel, and other light distillates requiring both weather protection and vapor control.

Fixed cone roof tanks are the workhorse configuration for low-volatility products. With a permanent welded steel roof and pressure/vacuum relief valves to manage the vapor space, they are well-suited for diesel, fuel oil, lubricants, and petrochemicals with vapor pressures below OSHA and EPA floating roof thresholds. Their straightforward design makes them economical and easy to maintain.

For high-viscosity or high pour-point products, AllTrans Terminals operates a fleet of steam-coil heated and electrically heat-traced tanks with external insulation. These tanks maintain product temperatures from ambient to 250°F, ensuring heavy fuel oil, asphalt, crude oil, molasses, and other thermally sensitive materials remain pumpable and within specification throughout their storage period.
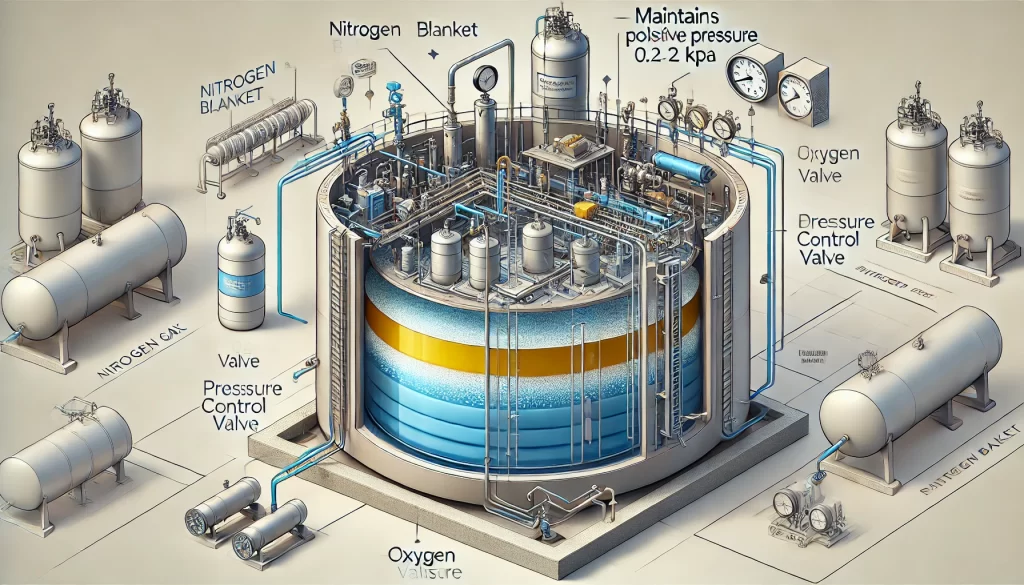
Nitrogen blanketing systems maintain an inert atmosphere above the product surface, preventing oxidation, moisture ingress, and polymerization in oxygen-sensitive products. AllTrans Terminals uses nitrogen blanket systems on tanks handling specialty chemicals, aromatics, certain biofuels, sustainable aviation fuel (SAF) feedstocks, and other high-value or reactive cargoes where product integrity is paramount.

Select tanks in our fleet feature stainless steel internals or specialist epoxy coatings for products that are incompatible with bare carbon steel. These tanks handle ethanol, methanol, biodiesel, certain acid-type specialty chemicals, and food-grade oils where contamination from tank material would compromise product quality or create safety hazards. Coatings are inspected and reapplied per manufacturer schedules.
From above-ground storage tanks and pipeline manifolds to marine berths and truck loading racks, our facilities represent decades of disciplined capital investment in world-class infrastructure. Every image below reflects the scale, precision, and commitment to safety that defines AllTrans Terminals. Click any image to view full size.









Our tank farm handles virtually every category of bulk liquid commodity traded in the global energy and chemical markets. From ultra-light condensate to heavy asphalt, and from conventional fossil fuels to next-generation renewable feedstocks, AllTrans Terminals has the right tank for every product.

Light, medium, and heavy crude oils including WTI, WTS, Mars Blend, and imported sour crudes. Condensate streams from domestic shale production handled in dedicated external floating roof tanks.
CBOB, RBOB, EBOB, conventional gasoline, and blendstock components including alkylate, reformate, and naphtha. Stored in internal floating roof tanks with vapor recovery systems to EPA RVP compliance.

ULSD (ultra-low sulfur diesel), No. 2 heating oil, jet fuel (Jet-A / JP-8), kerosene, and marine gas oil. Stored in fixed cone roof tanks with desiccant breathers to prevent moisture contamination.

No. 6 fuel oil, bunker fuel (IFO 380, VLSFO, ULSFO), residual fuel oil, and vacuum residue. Stored in steam-coil heated tanks maintaining 110–180°F to ensure product remains pumpable for vessel loading.

Industrial chemicals, aromatics (benzene, toluene, xylene), lubricating base oils, solvents, and specialty chemical intermediates. Many products stored under nitrogen blanket with stainless steel or epoxy-coated tank internals.

Biodiesel (FAME), renewable diesel (HVO), sustainable aviation fuel (SAF), ethanol, and renewable naphtha feedstocks. Dedicated storage infrastructure supports the growing renewable fuels supply chain flowing through the Port of Houston.

Group I, II, and III base oils, finished lubricants, gear oils, and hydraulic fluids stored in dedicated fixed roof tanks with dedicated pump sets and strainer systems to prevent cross-contamination.

Performance-grade (PG) asphalts, emulsion asphalt, and vacuum-reduced asphalt stored in high-temperature heated tanks with steam coils maintaining product temperatures up to 350°F for pumpability during loading operations.
Our facilities aren't just big — they're meticulously engineered. From API 650-compliant tank shells and API 653 inspection programs, to our state-of-the-art SCADA control room and EPA-compliant vapor recovery systems, every aspect of our storage infrastructure is designed and maintained to the highest industry standards.
AllTrans Terminals invests continuously in its asset base — executing a rolling capital improvement program that ensures our tanks, piping, instrumentation, and safety systems remain modern, reliable, and compliant throughout the asset life cycle.
All above-ground storage tanks are designed and constructed to API Standard 650 — the globally recognized standard for welded carbon steel petroleum storage tanks. New tanks are commissioned with full NDT (non-destructive testing) hydrostatic pressure testing and weld inspection before being placed in service.
Our 24/7 SCADA control room provides real-time visibility and remote control of every tank in our fleet. Radar-based tank gauging systems provide millimeter-accuracy level readings. Automated overfill protection, pump shutdowns, and alarm management ensure safe operations at all times.
Environmental stewardship is built into every aspect of our storage operations. Vapor recovery units (VRUs) capture hydrocarbon emissions during loading and unloading. Double-walled secondary containment bunds surround all tanks, providing full volume capture in the event of a tank failure or spill.
AllTrans Terminals maintains a comprehensive fire protection infrastructure designed to NFPA 11 and NFPA 30 standards. Fixed foam-water systems protect all floating roof tanks, with mobile monitor systems available for additional coverage. A dedicated firewater pump station delivers 2,500 GPM at design pressure throughout the facility.
Our heated tank fleet uses a combination of stainless steel steam coil heating, electric heat trace, and external mineral wool insulation to maintain product temperatures precisely within client-specified ranges. A dedicated boiler plant and steam distribution system provide reliable heat supply regardless of outdoor conditions.
Both AllTrans terminals are TWIC (Transportation Worker Identification Credential) — controlled facilities. Perimeter fencing, 24/7 security patrol, CCTV coverage, and electronic access control systems ensure product security and facility integrity at all times in compliance with the Maritime Transportation Security Act (MTSA).



At AllTrans Terminals, safety is not a box to be checked — it is the first and last consideration in every decision we make. Our HSE Management System is built to exceed regulatory requirements, not merely satisfy them. We have maintained a zero Lost Time Injury (LTI) record across both terminals for five consecutive years, and that record is a direct reflection of the culture we have built — one in which every employee has the right to stop any operation they believe to be unsafe.
Our environmental protection systems — secondary containment, vapor recovery, groundwater monitoring, and SPCC compliance — ensure that our operations leave the smallest possible footprint on the waterways and communities surrounding our terminals.
Every product that enters our terminal follows a disciplined, documented workflow — from opening gauge and quality check through to final dispatch and meter ticket issuance. Transparency and traceability are guaranteed at every step.
Contact our commercial team. We issue a tailored storage proposal and confirm capacity availability.
Cargo arrives by vessel, pipeline, or truck. Opening gauges taken by API-certified inspector.
Product samples sent to our on-site lab or certified third-party for specification confirmation.
Product routed to dedicated or shared tanks per agreement. Full product segregation maintained.
SCADA inventory tracking. Daily stock statements provided. Client portal access 24/7.
Product released on your schedule to vessel, pipeline, or truck — with full documentation.
Both AllTrans terminals are located within the Port of Houston complex — America's #1 petroleum export hub — providing direct access to deep-water marine berths, major pipeline interconnections, and the Interstate highway network for truck distribution.
Our flagship facility located at 9640 Clinton Dr., Houston, TX 77029. Deep-water marine access with Aframax-capable berths, direct pipeline connections to major refinery corridors, and a modern multi-product truck loading rack operating 24/7.
Located at 701 Philpot Dr., Galena Park, TX 77547 — our Galena Park terminal provides additional storage capacity with direct barge dock access, pipeline connectivity, and dedicated heated tank capacity for heavy and viscous products.
Use this reference guide to identify the most suitable AllTrans storage configuration for your product. Our commercial team will confirm current availability and can advise on the optimal tank type for your specific cargo requirements.
| Tank Type | Typical Capacity | Primary Products | Heated | N₂ Blanket | Vapor Recovery | API Standard |
|---|---|---|---|---|---|---|
| External Floating Roof (EFR) | 20,000 – 150,000 BBL | Crude oil, Naphtha, RFO | ✓ Available | — | ✓ Standard | API 650 / 653 |
| Internal Floating Roof (IFR) | 10,000 – 100,000 BBL | Gasoline, Ethanol blends, Jet-A | — | — | ✓ Standard | API 650 / 653 |
| Fixed Cone Roof (FCR) | 5,000 – 80,000 BBL | Diesel, Jet fuel, Lubricants | ✓ Available | ✓ Available | ✓ Available | API 650 / 653 |
| Heated / Insulated Tank | 5,000 – 50,000 BBL | HFO, Asphalt, Heavy Crude | ✓ Up to 350°F | — | ✓ Available | API 650 / 653 |
| Nitrogen Blanket Tank | 5,000 – 40,000 BBL | Chemicals, Aromatics, SAF | ✓ Available | ✓ Standard | ✓ Standard | API 650 / 653 |
| Stainless / Coated Tank | 5,000 – 30,000 BBL | Ethanol, Biodiesel, Methanol | ✓ Available | ✓ Available | ✓ Standard | API 650 / 653 |
* Availability subject to current capacity utilization. Contact our commercial team for current availability and specific product suitability assessment.
Our commercial team responds to all storage capacity inquiries within 4 business hours. Tell us your product, volume, and timeline — and we'll find the right solution.